
Case Study

Mail-order Pharmacy Case Study: WarmMark QR
Summary: You can’t solve a problem if you don’t know how, when or why...

Motor Sports Case Study: Thermax
Shipping medications from the pharmacy directly to patients at homes is...

Ship-to-Home Pharmaceuticals Case Study: WarmMark
Summary: Shipping medications directly from a pharmacy to a patient's...
Flu Vaccine Cold Chain Case Study: WarmMark
Summary: The WarmMark temperature indicators trigger only when product...

Automotive Manufacturing: ShockWatch RFID Case Study
Summary: The company needs to monitor delicate parts in their supply...
Freeze Indicator Case Study
Summary: The SpotSee FreezeSafe™ indicator provides accurate evidence if...
Medical Devices Case Study: ShockWatch RFID
Summary: Impact indicators have long been used to monitor medical...
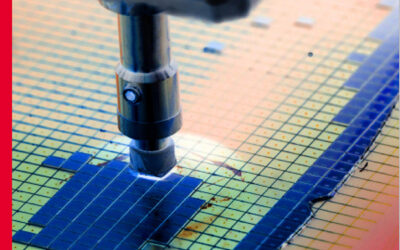
Semiconductor Equipment Case Study – ShockWatch RFID
Summary: The company needs to monitor delicate semiconductor fabrication...

SOTA TOYS virtually eliminates breakage by packaging: ShockWatch labels
Summary: SOTA Toys makes collectible resin figures and statues which are...

HJC protects customer orders & cuts freight claims: ShockWatch Label
Summary: Haines, Jones & Cadbury (HJC) is a specialty subsidiary of...

SpotSee David Edward Furniture: ShockWatch Label
Summary: Baltimore-based David Edward has been a family-owned furniture...
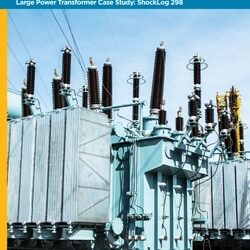
Large Power Transformer Case Study: ShockLog 298
Summary: Power transformers are heavy (as much as 410 tons 372,000...
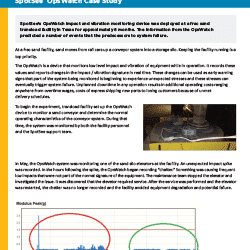
OpsWatch: Sand Silo
Summary: OpsWatch impact and vibration monitoring system was deployed at...
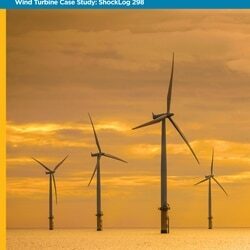
Wind Turbine Case Study: ShockLog 298
Summary: The 400MW Trianel Windpark Borkum is the first fully large-scale...

Automotive Instrument Panels and Bumpers Case Study: SpotBot Cellular
Summary: An automotive company used SpotBot Cellular to identify what...
Airplane Auxiliary Power Unit Case Study: SpotBot Cellular
Summary: An international airline needed SpotBot Cellular to solve what...

Steam Turbines Case Study: ShockLog Satellite
Summary: Steam turbines are shipped on Schnabel cars and both are...

Offshore Drilling Case Study: SpotBot Cellular
Summary: An offshore drilling company was moving equipment from their...

Laboratory Equipment Manufacturing: ShockWatch RFID
Summary: They needed a cost-effective solution that could track...
Garage Door Manufacturing: ShockWatch RFID
Summary: The company needs to discover what was causing the product...

Formula E Batteries: SpotBot Cellular & SpotBot BLE Case Study
Summary: The company needs to monitor sensitive batteries while they are...

Data Center Servers Case Study: ShockWatch RFID
Summary: The company needs to monitor expensive and sensitive data center...
Rail Car Bearings Case Study: Thermax
One of the most effective methods for predicting and anticipating...

Drug Test Temperature Case Study: BriteDot
Summary: More than 80% of American companies conduct drug tests on their...
Saliva Indicators Case Study
Summary: Saliva testing is, in most cases, at least as effective as nasal...

Thermax Encapsulated Indicators Safeguard Absorbable Sutures
Sector: MEDICAL Thermax® Encapsulated Indicators ensure that temperatures...

Hot Water Tank Case Study
Sector: ENGINEERING Project One of the leading, independent manufacturers...

Rail Axel Box
Sector: Automotive Project Responsible for carrying an average of 4...

Mining Rescue Pack
Sector: Medical Project Legislation requires miners in South Africa to...
DC9 Aircraft
Sector: AEROSPACE Project Electrical temperature switches are fitted on...
Dialysis Case Study: WarmMark®
Summary: WarmMark thermal indicators are as easy to use as they are to...
Thermax® Encapsulated Indicators
Summary: SpotSee’s Thermax® Encapsulated Indicators show medical...

Transformer Protection
Sector: ELECTRONICSProject Transformers are a critical and expensive...

Automotive Leather
Sector: AUTOMOTIVE Thermax Irreversible Labels used to monitor...

Cabinetry Case Study: SpotBot Cellular
Summary: SenseIT IoT by Domain, combined with SpotBot Cellular,...

Airline In-Flight Meals Case Study: Cook Check
Summary: Globally, airlines serve approximately one billion in-flight...





